






HOME > 窒化技術紹介















耐摩耗性の向上に効果を発揮する優れた表面改質法!
個体潤滑性のある浸硫層を形成するため、滑りが非常に良くなります。
SUS(ステンレス鋼)の窒化も可能です。
ガス窒化・ガス軟窒化と同様、ミック処理(MIC処理)(特殊ガス浸硫窒化)も鋼種や被処理品の用途により処理サイクルが異なります。
基本の処理方法は「NH3+H2S=窒化性ガス+浸硫性ガス」の混合雰囲気ガス内において、400~580℃で加熱するというもの。これによって、基本的な下地となる硬く緻密な窒化化合物層(白層)や窒素拡散硬化層の上に、個体潤滑性のある浸硫層を2~3µm形成させます。
窒素濃度と硫黄濃度を別々に制御できるため、品質、コスト、量産性のどれをとっても、他の浸硫窒化法に勝ります。また、ガス窒化では処理できないSUS(ステンレス鋼)の窒化も可能です。

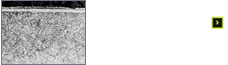
(SKD61×625)
ミック処理した表面組織写真(特殊ガス浸硫窒化)
用途
- 金型全般、産業機械部品、工具、ポンプ部品など。
特徴
- 処理温度が低いため、歪みが小さい。
- 500µmまで拡散層が得られる。
- 多種の材質に適合し、材質によりHmV400~1,200の幅広い硬度が得られる。
- 耐摩耗性・耐疲労性・耐食性が良好。特に耐焼付性、耐カジリ性に優れる。
動画紹介
各種材質の表面硬度
| 材質 | 表面硬度 | |||
|---|---|---|---|---|
| HmV(100g) (最表層部) |
HRC (換算) |
HS (換算) |
||
| 炭素鋼 | S35C,S45C | 600~800 | 55~64 | 74~88 |
| SK5 | 550~800 | 52~64 | 69~88 | |
| 合金鋼 | SCM415 | 700~900 | 60~67 | 81~95 |
| SCM440 | 650~900 | 57~674 | 77~95 | |
| 窒化鋼 | SACM645 | 900~1,200 | 67< | 95< |
| バネ鋼 | SUP | 650~750 | - | - |
| ステンレス鋼 | SUS304 | 1,000~1,300 | - | - |
| SUS420J2 | 1,000~1,300 | - | - | |
| 熱間金型鋼 | SKD61 | 1,000~1,200 | - | - |
| 冷間金型鋼 | SKD11,12 | 1,000~1,200 | - | - |
| プラスチック金型鋼 | HPM,NAK | 750~900 | - | - |

耐摩耗性について
下地となっている硬く緻密な窒化層と、表面に形成された潤滑性のある浸硫層の組み合わせが、特に耐摩耗性を向上させます。窒化層が耐摩耗性に強力な役目を果たす上に、浸硫層が摩擦抵抗を低下させるのです。そのため、他の処理法に比べ、耐摩耗性が非常に優れています。

SUS(ステンレス鋼)の窒化について

SUSの表面には強固な不動態膜(主に酸化クロム<Cr2O3>)が形成されており、前処理なしではなかなか窒化されません。そこで、弊社では480~580℃の幅広い温度領域で処理を行い、硫化水素(H2S)を使用することにより、SUSの不動態膜が還元・除去され、窒化されるようになりました。
※ SUS剥離性:SUSを窒化すると圧縮応力の関係上、剥離することがあるため、弊社では剥離防止の処理も行っています。


無公害かつ短時間で有効な品質を実現!量産部品に最適な加工!
金属表面に炭窒化物を形成させるため、きれいに仕上がります。
主に低級鋼を対象としています。
ガス軟窒化は、塩浴(ソルトバス)を用いた塩浴軟窒化にシアンの公害問題が起きた時、その代替技術として開発されました。ガス窒化とはまったく別の処理です。
処理方法は、まず急熱型変性ガス(Endo gas)あるいは有機溶剤の熱分解ガスなどの浸炭性ガス、あるいは窒素ガスを雰囲気中にアンモニアガスを30〜50%添加します。そして、550~600℃の比較的低温で1~5時間加熱保持し、窒素を侵入拡散、表面に炭窒化物を形成させるというもの。この炭素が、窒素の拡散を促進する役割を担っており、ガス窒化との大きな違いとなります。

(SCM435×100)
560℃で3時間ガス軟窒化した表面組織写真
用途
- 自動車部品、OA部品、ミシン部品など。
特徴
- 短時間で処理ができ、経済的。
- 耐摩耗性・耐疲労性・耐焼付性が良好。
- ポーラスを生成しにくいため、きれいな表面に仕上がる(カスがない)。
- 合金元素が少ない材質には浸炭も行うため、ガス窒化よりも高い硬度が得られる。
ガス窒化とガス軟窒化の比較表
| 窒化法 | ガス窒化 | ガス軟窒化 |
|---|---|---|
| 材質 | 高級鋼 SACM、SKH、SKD、SCM、SUP |
低級鋼 SPC、炭素鋼、鋳鉄、STKM |
| 目的の組織 | 拡散層 Al、CrとNとの化合物層 (Fe-Al-N、Fe-Cr-N) |
化合物層 FeとNとの化合物層 (Fe3N、Fe4N) |
| 硬化層の深さ | 深い 0.1~0.8mm |
浅い 8~15μm |
| 表面硬度 | 高い HV700~1,200 |
低い HV400~700 |
| 処理時間 | 長い 25~100h |
短い 90~150min |
| 用途 | 単発部品 金型類、ドライブシャフト、 エジェクターピン、カム |
量産部品、OA部品、 自動車部品、ミシン部品 |

深い硬化層がほしい時は、耐摩耗性も良好なガス窒化!
500℃付近の低温域で処理するため、素材の性質を損ないません。
主に高級鋼を対象としています。
1923年、ドイツ・クルップ社のアドルフ・フリーによって発見された、世界初の窒化処理法です。
500~580℃の低温で加熱することで起こる、アンモニアの分解ガスによって処理。分解時の窒素は金属の表面に吸着され、内部に拡散して窒化層を作ります。アンモニアの分解率は30%前後で、これにより、硬く深い硬化層が得られます。また、歪みが小さいのも特徴です。
通常の処理時間は50~(150)時間と長いのが欠点ですが、弊社では25時間~と比較的短時間で処理できます。

(SCM645×400)
520℃で3時間ガス窒化処理した表面組織写真
用途
- 産業機械部品、自動車部品、船・航空機部品など
特徴
- 低温処理のため、硬く深い硬化層が得られる。また、歪みが小さい。
- 耐摩耗性・耐疲労性が良好。
- 最表面層の状態をコントロールすることはできるが、白層がつきやすいため、後に加工が必要。

あらゆるサイズの製品に対応できる大型・竪型炉!
製品を吊るす、あるいは立たせて処理するため、
余分な残留応力を残さずに均一に残留応力除去します。長尺物も対応可能です。
応力除去焼鈍は鋳造、溶接、塑性加工、機械加工などによって生じた「残留応力の除去」を目的とした熱処理で、窒化処理の前に行います。竪型製品を吊るす、あるいは立たせて処理をする竪型であれば、窒化の際、歪みや振れを極小化することができます。また、弊社の炉はサイリスタ制御機能にしており、均一に温度が上昇。そのため、全ての製品に対して温度のムラがなく、高品質に仕上がります。炉のサイズはφ790×4,000L(~2t)あり、ピストンロッド、段ロール、スピンドル、シャフトなどの長尺物にも対応可能です。
動画紹介


